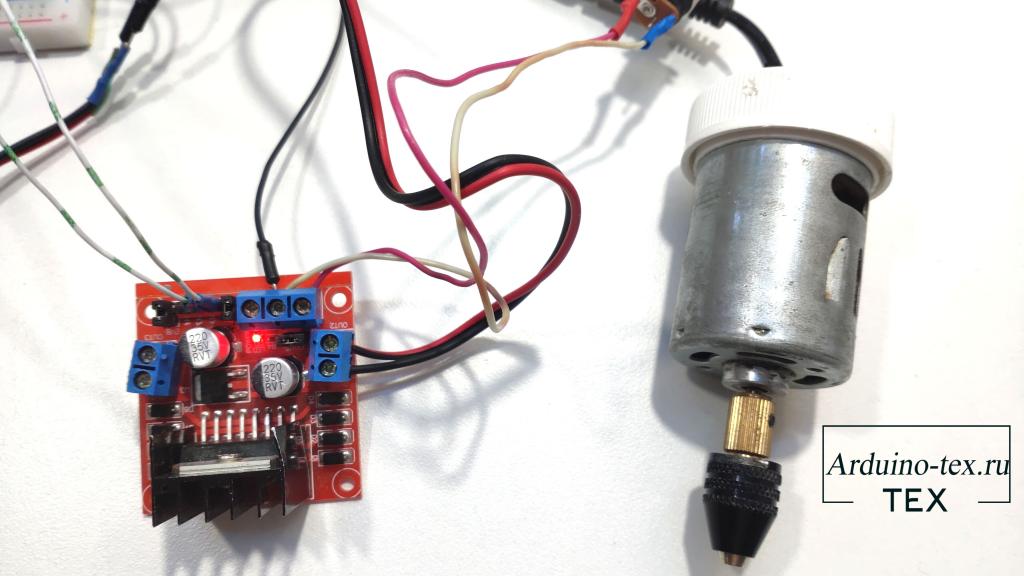
Сегодня речь пойдет о том, как сделать сварочный полуавтомат на Arduino своими руками. Вернее, систему подачи проволоки для сварочного аппарата. Все необходимая информация выводится на дисплей LCD 1602. Настройка происходит с помощью энкодера. Управляет механизмом подачи – драйвер L298n. Давайте рассмотрим устройства поподробнее.
Перед разработкой нужно определиться с механической частью, чем будем подавать проволоку. В этом нам поможет механизм подачи SSJ-29А со следующими характеристиками:

По техническому заданию нужно настроить скорость подачи от 1- 8 м/мин. Не смотря на то, что скорость подачи заявлена от 2 м/мин. Механизм отлично работает при скорости 1 м/мин.
Для определения скорости подачи проволоки написал небольшой скетч, который позволил замерить нужные параметры. На основе которых построил график и установил значения в прошивке. Электронику для тестов использовал следующую:
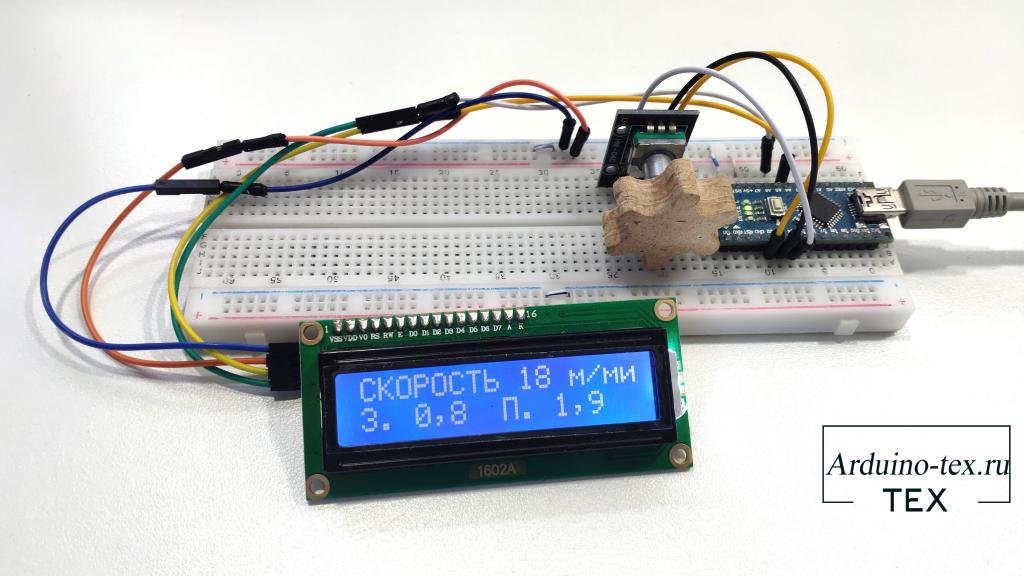
Информация на дисплее LCD 1602 выводиться на русском языке. На главном экране отображаются основные параметры.
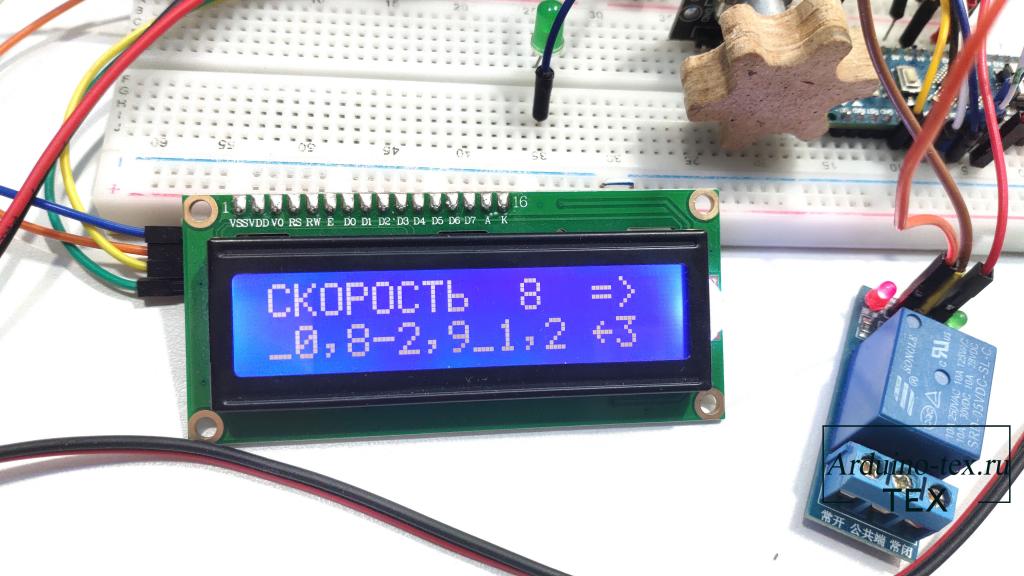
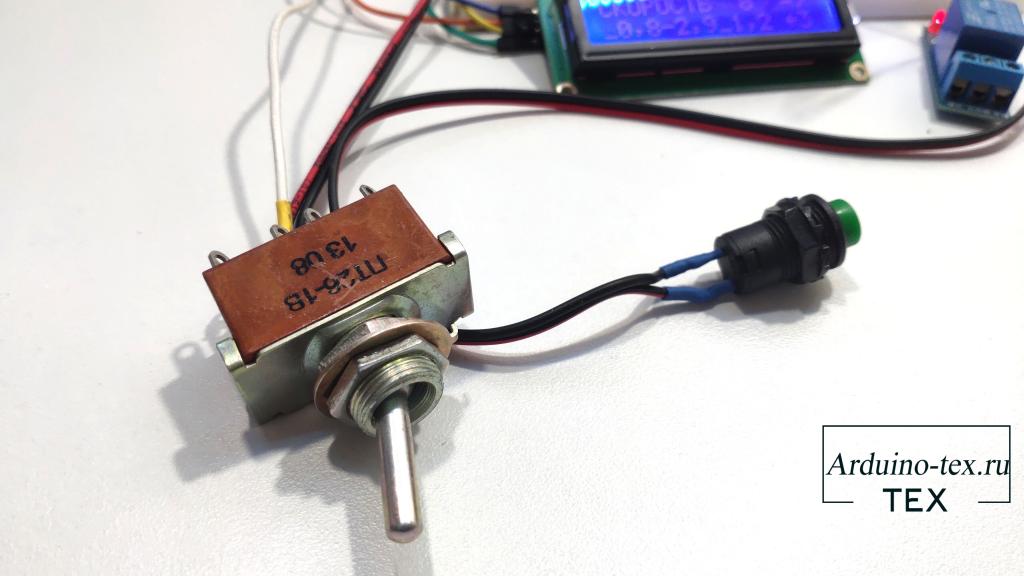
На первой строчке выводится скорость подачи проволоки в м/мин. Рядом со скоростью с правой стороны отображается информация о режиме работы: перемотка назад, перемотка вперёд, индикация на экране в виде стрелки в соответствующую сторону. Большая стрелка означает, что работа осуществляется в режиме подачи проволоки. Режимы меняются с помощью трех позиционного переключателя.
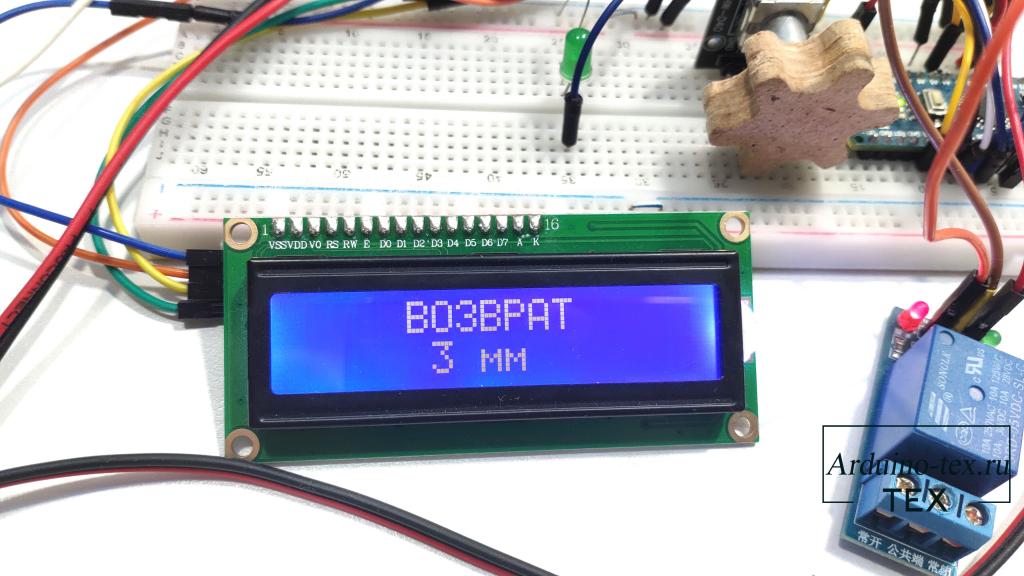
Внизу экрана отображается режим подачи проволоки. Первое значение указывает, сколько секунд будет пауза до включения двигателя подачи, второе значение показывает, сколько времени будет производиться подача. Третий параметр означает, сколько времени будет задержка между подачей проволоки. Последнее значение, со стрелкой налево, означает, на сколько миллиметров будет возвышаться проволока при задержке подачи.
Первый параметр - это настройки скорости подачи проволоки от 1 до 8 м/мин.

Второй параметр отвечает за время подачи проволоки. От 0,5 до 5 сек.

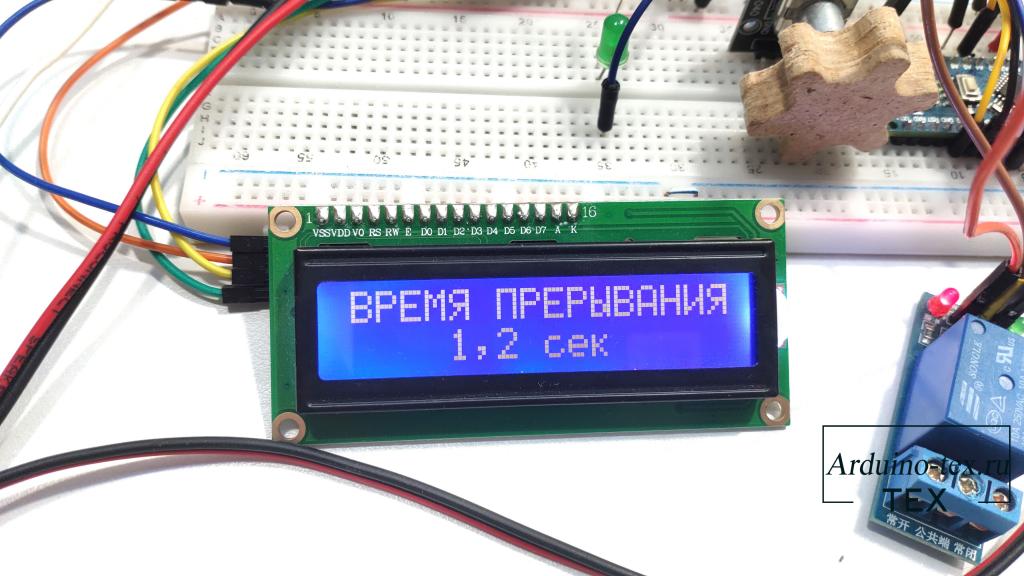
Третий параметр – время прерывания в цикле. От 0 до 5 сек.
Четвертый – позволяет реализовать возврат проволоки. От 0 до 10 мм.
При изменении параметров, если ничего не делать в течение 10 секунд, будет произведено перенаправление на основной экран.
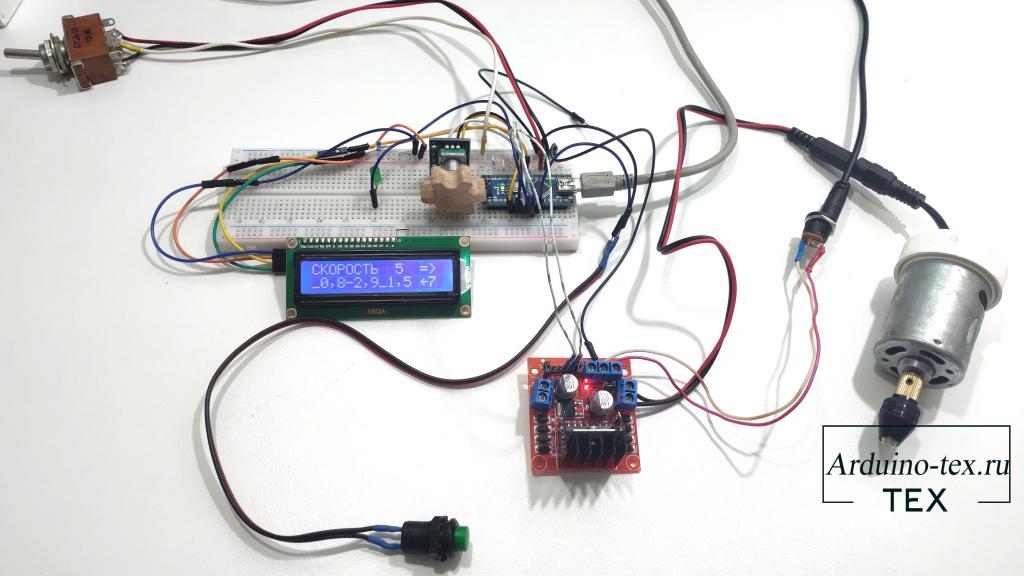
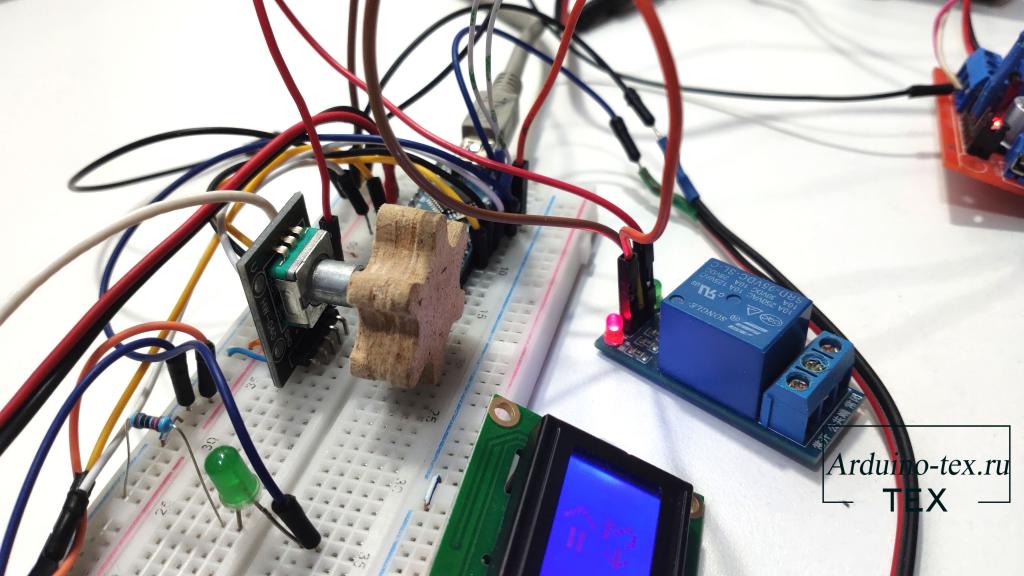
Для тестирования использовал следующую электронику:
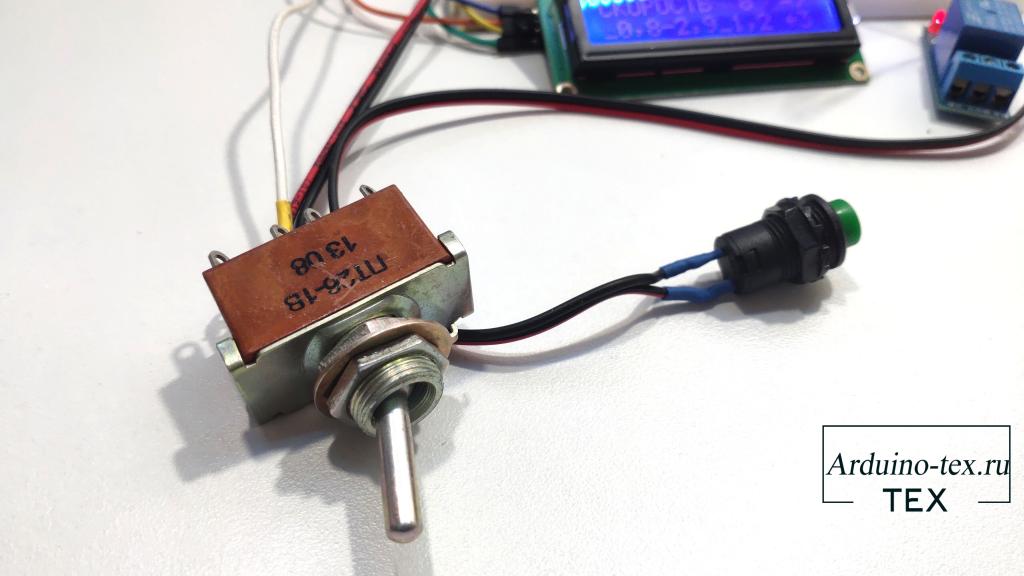
Тумблер включает перемотку проволоки и включает рабочий режим.
Энкодер производит настройку режима роботы подачи проволоки.
При нажатии кнопки, без всякой задержки, включается реле управления инвертором сварочного аппарата. После того как прошло время задержки, включается двигатель подачи проволоки, на скорости, которую мы настроили. Спустя время подачи, происходит пауза и возврат проволоки на указанное значение. Цикл подачи и прерывания повторяется, пока мы не отпустим кнопку.
Также возможны другие режимы работы:
Данный проект сделал под заказ, поэтому исходных материалов выложить не могу. Отдельная благодарность заказчику за то, что разрешил рассказать о проекте. Так как в 95 процентах случаев заказчики против огласки информации о проекте.
Понравился проект Сварочный полуавтомат на Arduino своими руками? Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте.
Спасибо за внимание!
Технологии начинаются с простого!
Фотографии к статье








Интересная реализация. Слежу за вашими проектами. Часть повторил. Все работает. Успехов вам.






Комментарии